-
Send us a mail [email protected]
-
Call us anytime +91-9999884400


















 About
Us
About
Us
An ISO 9001:2015 Certified Company
The company M/s Times Automation Pvt. Ltd. was formed in the year 2006 and took over the business of M/s Sunita Industries, an ISO 9001:2000 certified company that was founded in 1998 by Mr. Rajesh Aggarwal, the Managing Director of the company.
We not only sell products to our customers, but also help them make the right decisions. That is why we have over 95% satisfied customers.
We receive product plans and quality specifications from the customer.
We determine the specifications by working on the design and manufacture of the dies.
Product manufacturing plans are determined in the Product Development phase.
The completed goods are closely inspected by machines to ensure there are no defects.
Globally engineer ubiquitous ROI whereas visionary web-readiness. Objectively matrix optimal e-markets vis-à-vis empowered leadership skills. Professionally leadership skills aggregate fully tested.

Complete Projects

Active On Clients

Experience Team

Winning Awards



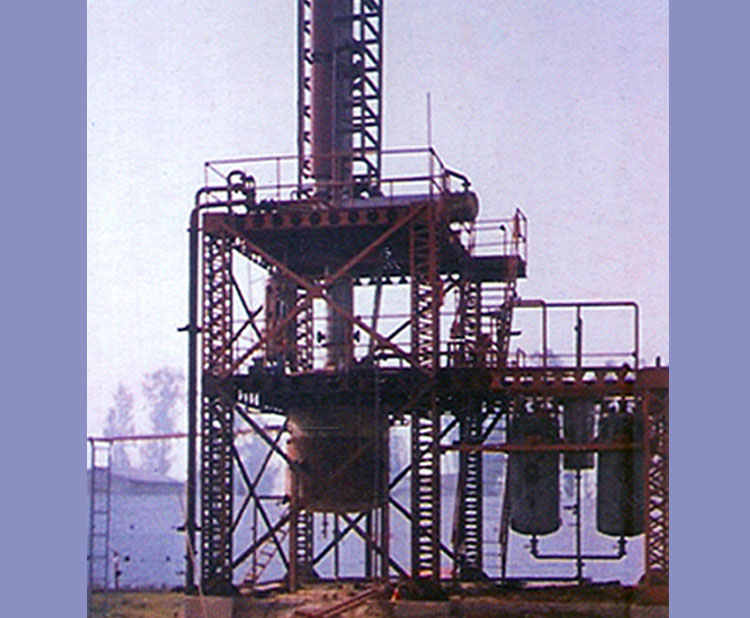
We are Manufacturers and Suppliers of Cement Plant Equipment in Delhi, India.We provide advanced technology solutions for efficient cement production. Our material handling systems meticulously designed to reduce power and fuel consumption, optimizing the entire process. We integrate SS storage tanks for improved durability, ensuring safe storage of raw materials and finished products. Our customized designs consider the specific conditions of the installation site, allowing seamless operation, cost efficiency, and reliability in cement manufacturing.
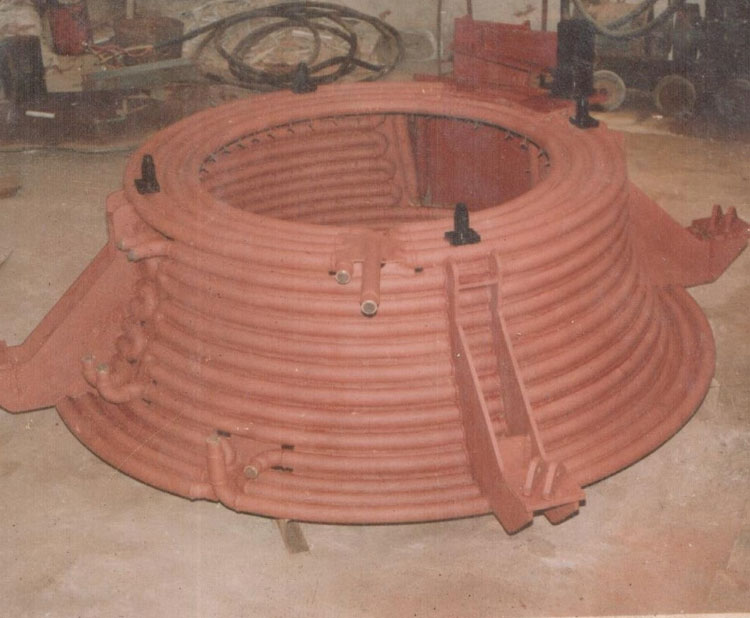
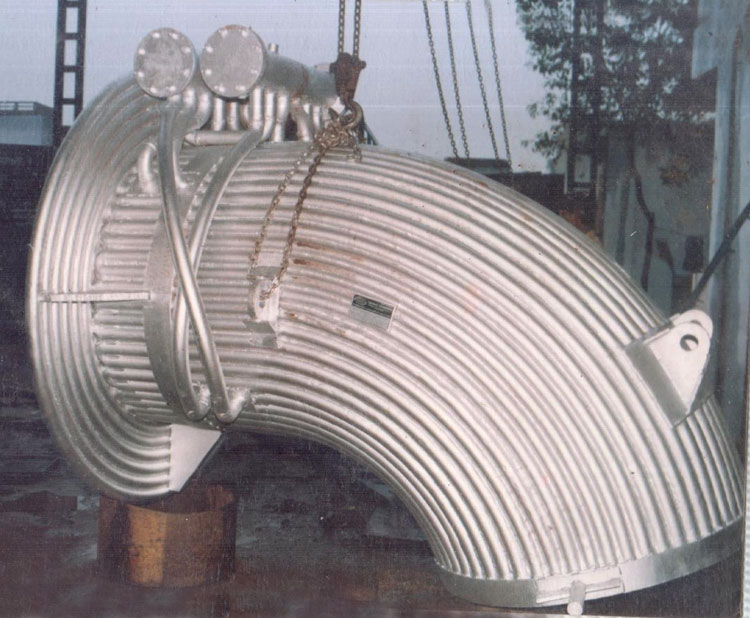
Chemical Plant Equipment Manufacturers in India. Our expertise lies in producing high-quality machinery for industrial plants. Our chemical reactors and pressure vessels are crafted from quality-tested components sourced from trusted vendors, ensuring durability and optimal performance. We adhere strictly to industry protocols and standards, maintaining rigid quality control at every stage of production. This commitment to excellence guarantees that our equipment not only meets but exceeds industry expectations, offering long-lasting reliability and efficiency for all chemical processing needs.
We are a client-centric company striving hard to maintain long-term business relationships with our clients. They are some of the most prestigious names in their sphere of work and place repeat orders with us for our range of automation.
Our Flour Handling System is crafted to manage and transport flour seamlessly in bakeries and food production units, ensuring hygiene, precision, and efficiency. Similarly, the Liquid Dosing System delivers accurate liquid measurements for various applications, reducing waste and enhancing consistency.
For sugar-based production, our Sugar Handling System and Sugar Grinder enable easy storage, grinding, and dosing of sugar. The Invert Sugar Syrup Making Machine and Sugar Syrup Making Machine ensure smooth and uniform production of high-quality syrups critical for confectionery and beverages.
Handling materials efficiently is key to optimizing workflows, and our Material Handling Systems and Pneumatic Conveying System are designed to transport bulk materials safely and effectively. Additionally, the Powder Transfer System ensures contamination-free handling of powders, making it a go-to solution for pharmaceuticals and food industries.
For chocolate producers, the Chocolate Holding Tank provides precise temperature control, ensuring the integrity of the product during storage. Meanwhile, our Biscuit Making Machines are tailored to automate production processes, from mixing to shaping and baking, for consistent and high-quality output.
In the industrial sector, our Chemical Reactors are designed for controlled and safe chemical reactions, while SS Storage Tanks and Pressure Vessels offer durable, secure storage solutions for liquids and gases under high pressure. These systems are built with industry compliance and safety in mind. As Pressure Vessel Manufacturers, we specialize in creating custom-built solutions that meet stringent safety regulations and industry standards for handling high-pressure substances.
Additionally, our Liquid Handling System are designed to manage the safe transfer, storage, and dosing of liquids across industries. Whether it’s in food, pharmaceuticals, or chemical processing, our systems ensure smooth and efficient liquid handling, reducing contamination risks and optimizing production flow.



















































{kind=link}